


新聞中心



公司動態
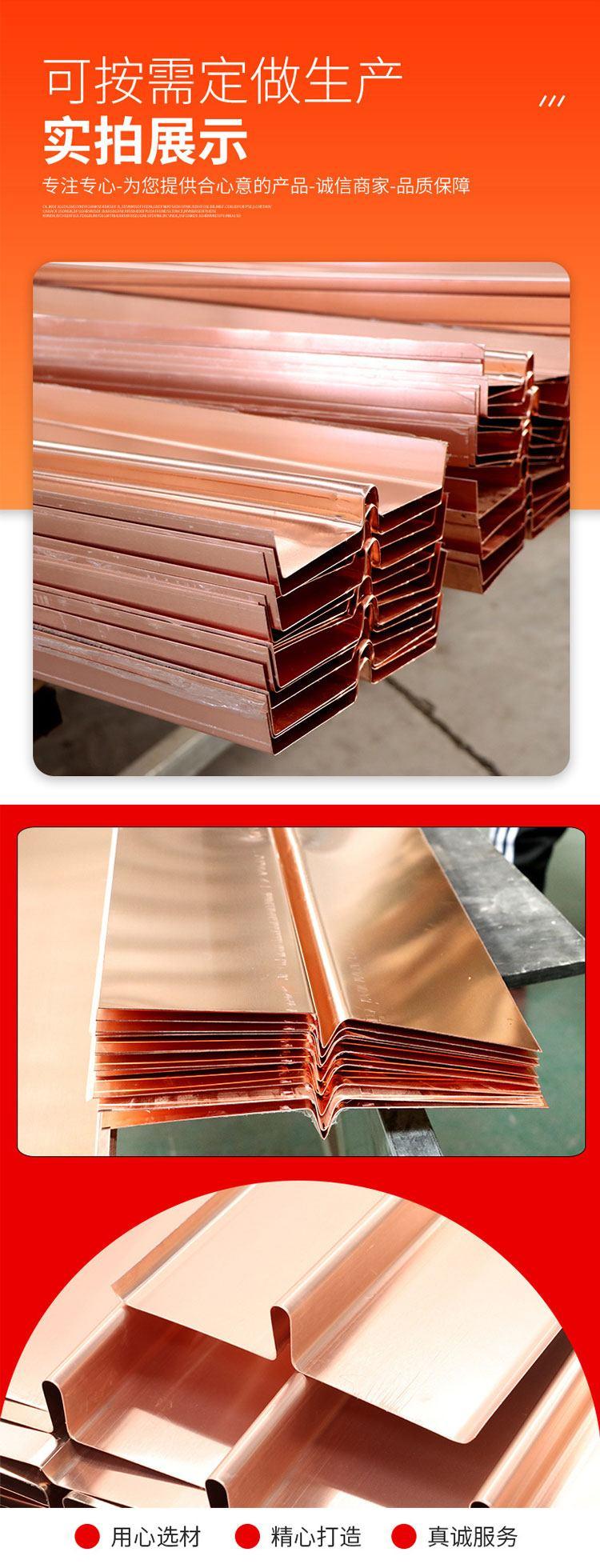
紫銅止水銅帶止水銅片怎么焊接
發表時間:2024-01-21
紫銅止水銅帶止水銅片怎么焊接
止水銅帶焊接工藝試驗
止水銅帶焊接接頭檢測無需把它弄成牛鼻子形,直接兩塊雙面焊就可以了。當止水銅片設計止水銅帶的情況時,應按現場監理要求,將試件按設計異形送檢。現場監理無要求時,可按一般試件的做法,正常送檢。
這里,我來把止水銅帶的焊接工藝、檢測方法簡單的向你介紹一下:
1、 止水銅帶連接采用雙面搭接焊,搭接長度不少于 20mm,焊接宜采用黃銅焊條 氣焊,不應用手工電弧焊接。
2、焊接作業條件: 1)焊工應經培訓考核,持證上崗,熟識機械性能和操作規程。 2)工作前或停工時間較長再工作時,必須檢查所有氣焊設備。乙炔瓶、氧 氣瓶及橡膠軟管的接頭, 閥門緊固件應緊固牢靠, 不準有松動、 破損和漏氣現象, 氧氣瓶及其附件、橡膠軟管、工具不能沾染油脂的泥垢,這樣保證在氣焊焊接的 過程中不會因為氣焊設備故障而導致意外發生。 3)檢查氣焊設備、附件及管路漏氣,只準用肥皂水試驗。試驗時,周圍不 準有明火,不準抽煙,避免引起火災。 4)氧氣瓶、乙炔瓶與明火間的距離應在 10 米以上。如條件限制,也不準低 于 5 米,并應采取隔離措施。
3、焊接方法是用氧氣與乙炔產生高溫,熔化焊條與焊件的金屬凝固后形成一條焊縫。
4、為了獲得優質的焊接接頭,應使焊接熔池的形狀和大小始終保持一致。
5、試驗檢測方法及試驗結果檢驗應按GB/T528 的有關規定,逐個檢查,不得有氣泡、夾渣或假焊。必要時按進行強度檢查,抗拉強度不應低于母材強度的 75%,焊接接頭應表面光滑、無孔洞、縫隙、不滲水。
止水銅帶焊接工藝試驗
止水銅帶焊接接頭檢測無需把它弄成牛鼻子形,直接兩塊雙面焊就可以了。當止水銅片設計止水銅帶的情況時,應按現場監理要求,將試件按設計異形送檢。現場監理無要求時,可按一般試件的做法,正常送檢。
這里,我來把止水銅帶的焊接工藝、檢測方法簡單的向你介紹一下:
1、 止水銅帶連接采用雙面搭接焊,搭接長度不少于 20mm,焊接宜采用黃銅焊條 氣焊,不應用手工電弧焊接。
2、焊接作業條件: 1)焊工應經培訓考核,持證上崗,熟識機械性能和操作規程。 2)工作前或停工時間較長再工作時,必須檢查所有氣焊設備。乙炔瓶、氧 氣瓶及橡膠軟管的接頭, 閥門緊固件應緊固牢靠, 不準有松動、 破損和漏氣現象, 氧氣瓶及其附件、橡膠軟管、工具不能沾染油脂的泥垢,這樣保證在氣焊焊接的 過程中不會因為氣焊設備故障而導致意外發生。 3)檢查氣焊設備、附件及管路漏氣,只準用肥皂水試驗。試驗時,周圍不 準有明火,不準抽煙,避免引起火災。 4)氧氣瓶、乙炔瓶與明火間的距離應在 10 米以上。如條件限制,也不準低 于 5 米,并應采取隔離措施。
3、焊接方法是用氧氣與乙炔產生高溫,熔化焊條與焊件的金屬凝固后形成一條焊縫。
4、為了獲得優質的焊接接頭,應使焊接熔池的形狀和大小始終保持一致。
5、試驗檢測方法及試驗結果檢驗應按GB/T528 的有關規定,逐個檢查,不得有氣泡、夾渣或假焊。必要時按進行強度檢查,抗拉強度不應低于母材強度的 75%,焊接接頭應表面光滑、無孔洞、縫隙、不滲水。
上一篇:止水銅片焊接工藝試驗方案
下一篇:紫銅止水銅片施工過程