|




| 外型尺寸 | 3.5*3.5 |
| 品牌 | 耀禹 |
| 貨號 | 1 |
| 用途 | 水利 |
| 型號 | PGZ |
| 制造商 | 耀禹 |
| 是否進口 | 否 |
鑄鐵閘門的做工程序如下:1、門框由鑄鐵整體澆鑄而成,門框兩側自帶導槽,精加工之后作門體升降的導軌。門框平面經龍門刨(銑)及立車精加工并分別加工一道槽,以便鑲入青銅密封面。2、門體為整體鑄造的方形或圓形平板,并在迎水面自帶“井”字形的***筋,***筋的數量視閘門規格大小而定,一般間距為250-500mm之間,門體平面精加工并帶有鑲銅條的槽,以便鑲入青銅密封面,門體兩側精加工與門框側槽配合,形成上下滑軌,可以***滑動。 門體上端有吊耳,φ1200與□1000的閘門吊耳與門體一起澆鑄,超過φ1200與□1000的閘門吊耳為單獨裝配,門體與吊耳的兩接觸面精加工之后用螺栓固定。 超過φ1200與□1000的閘門須另澆鑄兩段導軌,導軌與門框用螺栓聯接,導軌用鑄鐵制作,導軌面加工成與門框一樣的槽,并在平面上鑲入青銅,減少門體上下運行時的摩擦力。導軌和門框連接的接觸部位精加工,用螺栓聯接緊固,***導軌與門框導向槽一致。3、楔緊裝置:為達到閘門的止水效果,閘門兩側設置楔座與楔塊。楔塊用鑄鐵制成,用螺栓分別與門體和門框上的楔座固定,楔座銑成長孔,便于對楔塊的調整。當閘門的某一處止水效果不好時可局部調整楔塊的位置,減小門體與門框的密封面間隙,從而***止水效果。當門體未關到位時或已到位而楔塊尚未楔緊時,需重新調整楔塊。
門體上端有吊耳,φ1200與□1000的閘門吊耳與門體一起澆鑄,超過φ1200與□1000的閘門吊耳為單獨裝配,門體與吊耳的兩接觸面精加工之后用螺栓固定。 超過φ1200與□1000的閘門須另澆鑄兩段導軌,導軌與門框用螺栓聯接,導軌用鑄鐵制作,導軌面加工成與門框一樣的槽,并在平面上鑲入青銅,減少門體上下運行時的摩擦力。導軌和門框連接的接觸部位精加工,用螺栓聯接緊固,***導軌與門框導向槽一致。3、楔緊裝置:為達到閘門的止水效果,閘門兩側設置楔座與楔塊。楔塊用鑄鐵制成,用螺栓分別與門體和門框上的楔座固定,楔座銑成長孔,便于對楔塊的調整。當閘門的某一處止水效果不好時可局部調整楔塊的位置,減小門體與門框的密封面間隙,從而***止水效果。當門體未關到位時或已到位而楔塊尚未楔緊時,需重新調整楔塊。 4、密封面采用銅條或銅圈分別鑲入門框和門體的槽內,密封面銅條鑲好之后用龍門銑床進行銑削,磨削加工,***門框和門體之間的緊密配合。絲桿由圓鋼車制成梯形螺紋,其精度達到7e級標準,螺紋長度比門體行程高度加長200mm,閘門處于關閉位置時,螺紋超出啟閉機螺母50mm,絲桿總長度超過5000mm時,需作分段加工,其接頭采用圓鋼加工成內圓孔,并用圓鋼鉸制螺栓將絲桿和接頭固定。接頭用固定工裝加工,可與相同規格的絲桿互換配合。絲桿下部焊有圓鋼銷套,用銷軸與門體吊耳相連。絲桿總長度超過一定長度時,需增設軸導架,軸導架由鑄鐵襯套管安裝在鑄鐵托架上組成,鑄鐵托架固定在池壁上,導管與托架都可在兩個方向進行調節。
4、密封面采用銅條或銅圈分別鑲入門框和門體的槽內,密封面銅條鑲好之后用龍門銑床進行銑削,磨削加工,***門框和門體之間的緊密配合。絲桿由圓鋼車制成梯形螺紋,其精度達到7e級標準,螺紋長度比門體行程高度加長200mm,閘門處于關閉位置時,螺紋超出啟閉機螺母50mm,絲桿總長度超過5000mm時,需作分段加工,其接頭采用圓鋼加工成內圓孔,并用圓鋼鉸制螺栓將絲桿和接頭固定。接頭用固定工裝加工,可與相同規格的絲桿互換配合。絲桿下部焊有圓鋼銷套,用銷軸與門體吊耳相連。絲桿總長度超過一定長度時,需增設軸導架,軸導架由鑄鐵襯套管安裝在鑄鐵托架上組成,鑄鐵托架固定在池壁上,導管與托架都可在兩個方向進行調節。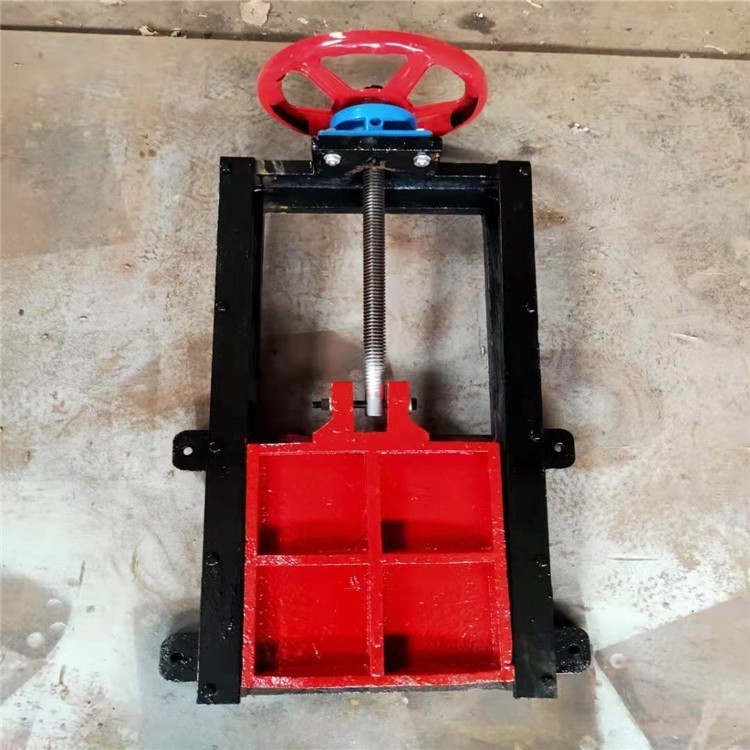 鑄鐵閘門安裝方法
鑄鐵閘門安裝方法
1、 閘門安裝前,首先確定水流方向,然后必須校正閘門底橫框上平面的正確高度位置,閘門底橫框上平面必須高于河底(或渠底)平面0.5米為宜,以防水流的沖激,把石頭、泥沙、雜木等漂浮物沖進閘門底橫框槽內,造成閘門不能下降到相應位置,影響止水效果。 2、 閘門安裝前,首先檢查各部位的連接螺栓是否在運輸和裝卸中造成松動,若有松動,應用板手擰緊。
3、 再檢查,兩邊立閘框和上、下橫閘框連接處的四周止水平面是否錯位,若有錯位,應用扳手松動連接處螺栓,將四周止水面調整在同一水平面內,再擰緊。
4、閘門在組裝時,為了使閘板和閘框止水摩擦面貼合的更緊,安裝后減小間隙,閘門在上下橫框上安裝了壓板卡鐵,兩邊立閘框的斜鐵上增加了頂絲,注意在間隙調整好后,將卡鐵和頂絲拆除后,才不會影響閘門啟閉。
5、閘門安裝時,應整體就位安裝,禁止閘板、閘框分開安裝,以防閘框彎曲變形,影響止水效果和啟閉。
6、閘門吊裝進預留二期澆筑水泥結構基礎布置孔口后,一定要***兩邊立閘框用長水平尺緊靠在鉛垂線上,上下橫閘框用長水平尺靠緊在水平線上,閘門整體吊裝就位后,調 整好前后、左右、上下的正確位置,然后把調整地腳螺栓與工程預制鋼筋焊接牢固。再用塞尺檢測各止水面處的間隙,同時對間隙大于0.2mm處,用高強度螺栓進行調整,要確保各止水面的*間隙在0.2mm以下。再將閘門背水面兩邊立閘框用型鋼或木桿支撐緊,以防水泥澆筑時擠壓,造成兩邊立閘框彎曲變形,影響閘板在閘框滑道內上、下滑動。確認無誤后*可進行二期澆筑水泥。