


|




| 外型尺寸 | 10*9.3 |
| 品牌 | 耀禹 |
| 貨號 | 1 |
| 用途 | 河道 |
| 型號 | GZM |
| 制造商 | 耀禹 |
| 是否進口 | 否 |
閘門系列分為鋼結構閘門和鑄鐵閘門兩個系列,規格型號可按客戶要求設計.
鋼結構閘門以 鋼板為基材,采用橡膠止水,防腐方式為表面進行噴沙、噴金屬防腐涂料,產品可根據用戶要求或提供圖紙生產。
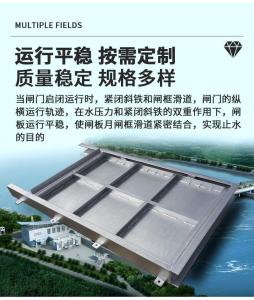
平面定輪鋼閘門是給 排水工程、水利、水電工程中常用的攔水、止水設備,由門框、閘板、密封圈及可調式鍥型壓塊等部件組成。閘門久用磨損后,其密封面可通過鍥型壓塊的調整來保 證正常工作。閘門以 鋼板為基材,采用橡膠止水、防腐方式為表面進行噴沙除銹及熱噴鋅,閘門具有結構合理堅固、***耐蝕性強、***;安裝、調整、使 用、維護方便等特點。 耐久性:輕鋼結構全部采用冷彎薄壁鋼構件體系組成,鋼骨采用***防腐高強冷軋鍍鋅板制造,有效避免鋼板在施工和使用過程中的銹蝕的影響,增加了輕鋼構件的使用壽命。結構壽命可達30年。

鋼制閘門安裝規范
1、主要工作內容
本工作內容包括閘門、啟閉機等。
2、執行標準和規程規范
執行閘門制作及安裝的部頒和國家有關現行規范。
3、埋件制造工藝流程
(1)、埋件制作應滿足DL/T5018-94.8.3埋件制造規范及招標文件有關埋件制造的技術要求。
(2)、 埋件制作工藝程序
埋件制造按下列工藝進行:施工準備→放樣→下料→埋件拼焊→校正→防腐→驗收。
埋件下料尺寸應留足收縮余量,收縮量f=1mm/m,結合施工條件加以修正。埋件焊接也要采用對稱焊接,其校正可采用液壓校正機校正,使其滿足規范要求。埋件單件制造完成后,對接焊縫的接口處用銑床銑成坡口,以利于安裝焊接。
①、施工準備:埋件制造前,組織人員準備施工機具,進行圖紙會審、技術交底、編制材料需用和采購計劃、進行原材料采購及材料試驗等工作。
②、放樣:按圖選用材料;對材料先行平整;將材料置于平臺上,按圖放出大樣。大樣放好后,須經專職質量檢查員實地復查,無誤后才能下料。
③、下料:直線型下料,利用半自動切割機下料;圓型線下料,利用數控切割機床下料。下料時,要考慮切割縫余量以及焊接收縮余量,確保下料的精度。
④、開坡口:開坡口采用B81120A刨邊機,開坡口時應注意進料速度及坡口角度,坡口的鈍邊應符合圖紙設計要求。
⑤、拼裝:拼裝必須在符合要求的平臺上進行拼裝。在拼裝時,要嚴格控制形位誤差。即:翼緣板對腹板的對稱度≤1.5mm。翼緣板對腹板的傾斜度≤1.5mm。構件拼裝完畢,經過檢驗員復檢合格后,即可點焊固定,點焊必須由正式的具有操作證的焊工點焊,其焊接工藝要求不得低于正式焊接的工藝要求。
⑥、焊接:埋件梁體焊接采用埋弧自動焊接,影響埋弧焊焊縫成形和質量的主要因素有線能量、接頭結構形式、尺寸、施工工藝及焊接材料性能,因此焊接時,主要應調節好焊接電流、電弧電壓,控制好焊接速度、坡口尺寸、焊縫間隙、焊絲直徑等參數。其余焊縫采用手工焊接,手工焊接時,應采用合適的工藝參數,運條要依照規范進行,表面波紋必須均勻;結尾不準留有弧坑,直線焊縫至邊緣,圓環形焊縫或方形焊縫首尾交接處均必須飽滿而不出現***或凹坑。
⑦、埋件的焊后矯正:埋件焊后,采用液壓矯正機進行矯正,使工作面直線度、側面直線度、工作面局平面度、扭曲等符合規范要求,表面需要加工的,按照圖紙設計要求進行加工。
(3)、 端頭處理:所有埋件端頭采用銑床進行銑削處理,確保安裝質量。
(4)、 埋件防腐:埋件制作成型后,對外觀進行休整后運至防腐場地進行防腐處理,具體工藝詳見噴鋅防腐工藝。
(5)、 成品堆放保護:埋件制造驗收合格后,運至成品區標識,整齊堆放,并注意保護,防止搬運途中及堆放過程中產生變形及損傷。
4、噴鋅防腐工藝
(1)、閘門門葉防腐
 分類: *可分為平面閘門和弧形閘門平面閘門又可分為滑動閘門和定輪閘門平面滑動閘門:結構簡單,操作運行方便可靠。平面定輪閘門:應用于孔口尺寸或水頭比較大的平面閘門中。它可以減小摩擦阻力大幅度的降低啟閉力,節約啟閉機的投資。 *閘門的制造質量符合DL/T5018的規范要求。 *此系列派生產品插板閘門 YGZ系列硬止水面閘門 DLM系列疊梁門 鋼結構閘門以 鋼板為基材,采用橡膠止水,防腐方式為表面進行噴沙、噴金屬防腐涂料,產品可根據用戶要求或提供圖紙生產。
分類: *可分為平面閘門和弧形閘門平面閘門又可分為滑動閘門和定輪閘門平面滑動閘門:結構簡單,操作運行方便可靠。平面定輪閘門:應用于孔口尺寸或水頭比較大的平面閘門中。它可以減小摩擦阻力大幅度的降低啟閉力,節約啟閉機的投資。 *閘門的制造質量符合DL/T5018的規范要求。 *此系列派生產品插板閘門 YGZ系列硬止水面閘門 DLM系列疊梁門 鋼結構閘門以 鋼板為基材,采用橡膠止水,防腐方式為表面進行噴沙、噴金屬防腐涂料,產品可根據用戶要求或提供圖紙生產。
