


|




| 外型尺寸 | 3.5*3.5 |
| 品牌 | 耀禹 |
| 貨號 | 1 |
| 用途 | 水利 |
| 型號 | PGZ |
| 制造商 | 耀禹 |
| 是否進口 | 否 |
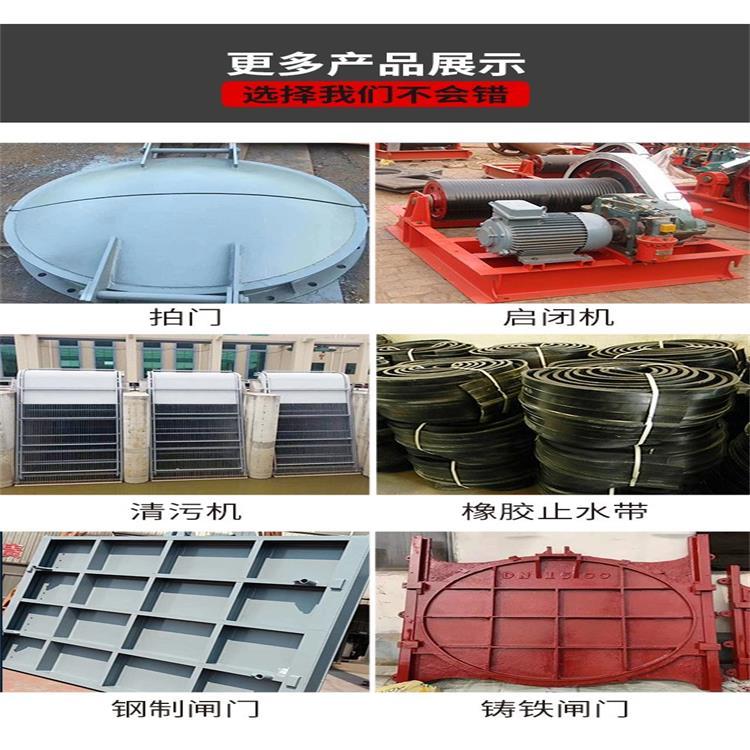
單向止水附壁式鑄鐵閘門結構
安裝位置:正常狀態(tài)下正向迎水、處于鉛垂狀態(tài)。
1、*工作水頭:單向受壓:正向:10m 反向:5m 雙向受壓:均為10mg)啟閉速度:不小于0.2m/min,不大于1.5m/min。
2、閘框距邊壁距離≥300㎜,距池底距離≥150㎜~250㎜。
附壁式鑄鐵閘門主要部件的材質(zhì)如下:
閘板:灰口鑄鐵HT250閘框:灰口鑄鐵HT250
密封座:灰口鑄鐵HT200或銅合金2CuSn5Pb5Zn
楔塊:灰口鑄鐵HT200或銅合金2CuSn5Pb5Zn
墻框:灰口鑄鐵HT250或碳鋼Q235
導軌、吊耳:灰口鑄鐵HT250
閘桿:不銹鋼2Cr13
吊塊螺母:銅合金2CuSn5Pb5Zn緊固件、
地腳螺栓:不銹鋼1Cr18Ni9Ti或Cr13
偏心銷和銷軸:不銹鋼1Cr18Ni9Ti或Cr13
啟閉機支座:灰口鑄鐵HT250或碳鋼Q235所有的鑄件都不能有砂眼、氣孔、裂縫和其它缺陷。
 啟
啟
對于關鍵工序(件)由質(zhì)檢人員到現(xiàn)場監(jiān)督施工。
附壁式鑄鐵閘門具體工藝方案:
1、材料采購:
1.生鐵、密封銅條等相關材料的采購必須有化學成份檢驗報告與機械性能檢驗報告。并對生鐵、銅條等進行抽樣檢驗,對不合格的原輔材料可以申請退貨,檢驗合格后的材料方可入庫并出具檢驗合格入庫單,由生產(chǎn)部門領用。1.2同時模具車間按技術部圖紙進行模具制作,做好生產(chǎn)前的準備。
五、閘門鑄件毛坯的鑄造:
2.開爐前,按照國家標準牌號進行爐料的配料,同時做好其它準備。
3、當爐前鐵水基本達到出水溫度時,進行爐前取樣,送至理化實驗室進行爐前化驗,符合相關國家標準牌號的化學成份后,方可進行鐵水的澆注。
4、毛坯鑄造完成并進行清砂處理后,檢驗合格的所有閘門、閘框等鑄件進行相應熱處理,消除鑄造內(nèi)應力后進入后道工序進行機械加工。
5、鑄鐵閘門機械加工3.1金加工車間再次對鑄件表面進行進一步清砂打磨處理,使其外觀比較美觀。
清潔有利于*的表面油漆處理。
6、密封銅條與閘框、門體裝配時用環(huán)氧樹脂密封膠同時用沉頭螺栓固定于閘框或門體上。沉頭孔內(nèi)也用環(huán)氧樹脂填實,使其密封無滲漏;
7、各加工工序按技術部圖紙進行機械加工,特別注意鑄鐵鑲銅閘門的止水面加工時要嚴格按要求加工。
8、裝配操作規(guī)程本規(guī)程適用于本公司生產(chǎn)的鑄鐵鑲銅閘門生產(chǎn)過程中的裝配試機及最終成品的檢驗。
9、.本公司生產(chǎn)的合格零部件和采購回來的合格配套件方可進入裝配


鋼閘門主要結構:
鋼制閘門適用于各種水利水電工程,具有外形美觀、結構簡單、安裝方便、操作安全、啟閉靈活、***性能強、摩擦力小、止水性能好、滲水量小,能承受較大的水壓力、使用壽命長、維修費用低等優(yōu)點。鋼制閘門包括平面滑動鋼閘門、平面定輪鋼閘門、疊梁鋼閘門、弧形鋼閘門等,鋼制閘門根據(jù)圖紙制作。平板鋼閘門與閘門槽配套使用。工作時通過平板鋼閘門的預壓量使鋼閘門的“P”型橡皮緊貼閘槽的止水面,達到止水的目的。
1.由框架結構、水封裝置(包括“P”型橡皮、刀囗橡皮)、限壓滑塊、反向滑塊等組成。
2.框架結構:為鋼閘門的主體結構,起到承受荷載、安裝水封等作用,材質(zhì)為Q235。
3.限壓滑塊:此滑塊裝在“P”型止水橡皮一側,起到保護橡皮作用,材質(zhì)為Q235。
4.反向滑塊(輪):設計在迎面,起到導向的作用,材質(zhì)為Q235。
鋼閘門安裝過程中安全注意事項:
a、對正吊起物件下面,不要作業(yè)或站人;
b、不得在空中亂扔物件;
c、惡劣天氣(6級以上大風下雨告等)露天不得登高作業(yè);
鋼閘門維護和保養(yǎng)
1、止水橡皮正常使用,若不存在損壞或脫膠的情況下,一般為5年;
2、檢修時,放下閘門之前要對鋼閘門檢查,檢查合格后方可放下閘門進行檢修;
3、為***鋼閘門的正常使用,檢修后啟吊鋼閘門貯存之前,用清水進行清洗鋼閘門;
4、在百年難遇的海潮、洪潮及臺風到來之季不允許進行整套設備的維修和檢修工作;
5、閘門和底檻的清理當需要清理堵塞的閘門槽時,派潛水員承擔此項工作;
6、防腐蝕措施經(jīng)常檢查油漆表面狀況,部分油漆脫落及時進行修補,大面積油漆脫落需全部換新;
7、為***閘門止不橡皮干燥,應涂上一層滑石粉(或中性液枋石蠟)。
