


新聞中心



公司動態
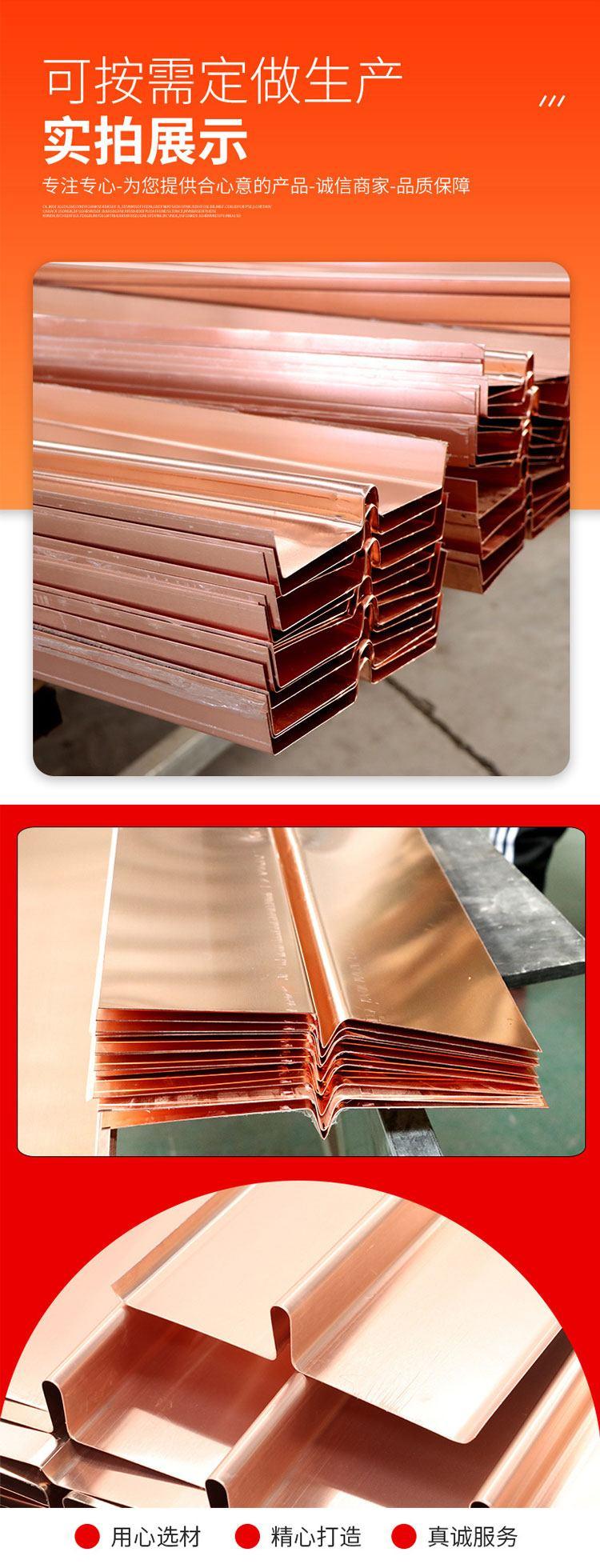
紫銅止水焊接質量檢驗方法
發表時間:2024-01-21
一、品質檢驗標準
1. 紫銅止水片在制造過程中應符合國家及行業的標準規定;
2. 所采用的材料必須符合規定,材料采購時必須提供材質質量證明;
3. 加工制造過程中必須符合圖紙及技術要求,嚴格控制加工誤差。
二、力學性能要求標準
1. 焊面應采用U型坡口,坡口角度不小于40度,坡口深度不小于1.5mm,坡口底部呈V型槽;
2. 焊接時必須采用TIG焊接,焊接工藝要求嚴格符合相關規范;
3. 焊口的深度一般為2.5mm,寬度不小于3.0mm,厚度不小于1.5mm;
4. 焊接后檢查焊縫質量,焊縫處不允許出現明顯的氣孔、夾渣、裂縫等缺陷。
三、表面質量要求標準
1. 焊接后應進行機械加工去除各種鋒利邊角、劃痕及凹凸不平等缺陷,并進行防銹處理;
2. 不允許出現變形或散裝、銹蝕等不良現象,無銹斑、裂紋、麻面、氧化色彩及其他不允許存在的缺陷。
綜上所述,紫銅止水片搭接焊接的質量合格標準包括品質檢驗、力學性能和表面質量要求等方面,對于確保紫銅止水片的性能和質量非常重要。焊接工藝要求嚴格,搭接焊縫的質量要符合標準,表面質量無其他缺陷,確保紫銅止水片的安全、可靠性和美觀性。
1. 紫銅止水片在制造過程中應符合國家及行業的標準規定;
2. 所采用的材料必須符合規定,材料采購時必須提供材質質量證明;
3. 加工制造過程中必須符合圖紙及技術要求,嚴格控制加工誤差。
二、力學性能要求標準
1. 焊面應采用U型坡口,坡口角度不小于40度,坡口深度不小于1.5mm,坡口底部呈V型槽;
2. 焊接時必須采用TIG焊接,焊接工藝要求嚴格符合相關規范;
3. 焊口的深度一般為2.5mm,寬度不小于3.0mm,厚度不小于1.5mm;
4. 焊接后檢查焊縫質量,焊縫處不允許出現明顯的氣孔、夾渣、裂縫等缺陷。
三、表面質量要求標準
1. 焊接后應進行機械加工去除各種鋒利邊角、劃痕及凹凸不平等缺陷,并進行防銹處理;
2. 不允許出現變形或散裝、銹蝕等不良現象,無銹斑、裂紋、麻面、氧化色彩及其他不允許存在的缺陷。
綜上所述,紫銅止水片搭接焊接的質量合格標準包括品質檢驗、力學性能和表面質量要求等方面,對于確保紫銅止水片的性能和質量非常重要。焊接工藝要求嚴格,搭接焊縫的質量要符合標準,表面質量無其他缺陷,確保紫銅止水片的安全、可靠性和美觀性。
上一篇:紫銅片止水與橡膠止水是怎樣連接的
下一篇:你認識銅止水嗎?它又如何進行焊接呢?