


新聞中心



公司動態
你認識銅止水嗎?它又如何進行焊接呢?
發表時間:2024-01-21
銅止水,又稱紫銅止水片,呈玫瑰紅色,因表面形成氧化銅膜呈紫色而得名,通常由電解法制作而成,也稱電解銅,主要用于水利工程中的底板與閘墩間伸縮縫中,從而防止地下水滲透,由于銅優良的可加工性、良好的伸縮性能,使其不容易發生斷裂。
紫銅止水片,其主要特點有:抗腐蝕能力強;強度高,能承受較大的變形;外觀輪廓清晰,無裂紋、壓折,凹坑。適用于各類高級水工建筑的基礎止水、壩身止水、壩頂止水、廊道止水,以及壩體內孔洞止水、廠房止水、溢流面下橫縫之水等,是防止疏漏最理想的產品。焊接止水銅片主要分為三種辦法如下:
氣焊:在氣焊的過程中可以采用有脫氧元素的焊絲和紫銅絲,并采用氣劑301作為助溶劑。同時,在氣焊的過程中,可以選擇性焰來焊接紫銅。
手工電弧焊接:這種焊接方式主要采用紫銅焊條107.在焊接前,要先對焊接邊緣進行清理,同時保證焊接器件大于4mm。另外,焊前必須提前預熱,并將預熱溫度控制在400-500度左右。而在銅焊條進行焊接時應盡可能使用短弧,采用直流反接的電源。
手工氬弧焊接:手工氬弧焊接采用的是有絲201或紫銅絲,通常采用的是直流正接。在焊接之前,需要對焊機邊緣和焊接表面的化學物質清理干凈,避免在焊接過程中產生氣孔、夾渣等缺陷。具體清理方法可以采用化學藥品清理法或者機械清理法。
紫銅止水焊接件要求無孔洞、斑點、砂眼、裂紋,且表面應光滑,無滲水、漏水現象。 在工廠加工的銅止水片一抽查為主,抽查數量不少于接頭總數的20%。而在現場焊接的接頭,應逐個進行外觀和滲透檢查。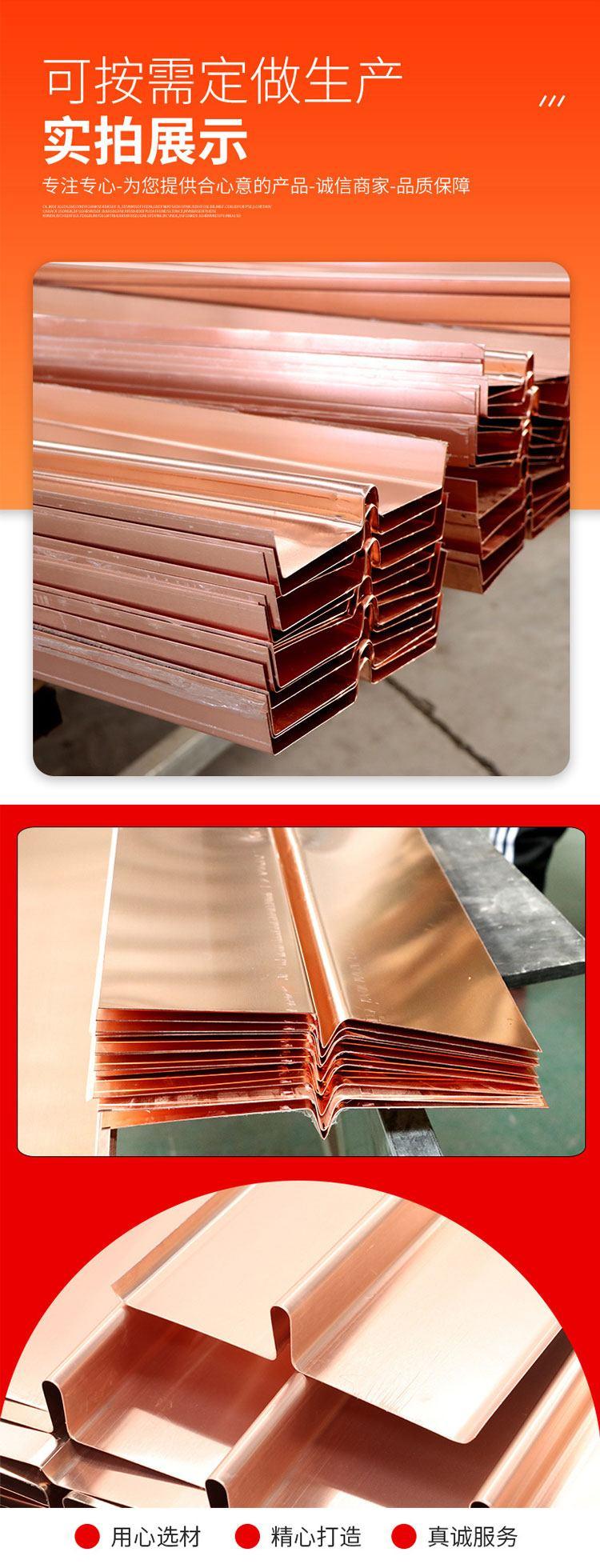 一、止水銅片焊接的方法
一、止水銅片焊接的方法
1.氣焊
將銅止水接頭對接,搭接接頭和丁字接頭盡量少采用。氣焊可采用兩種焊絲,一種是含有脫氧元素的焊絲,如絲201、202;另一種是一般的紫銅絲和母材的切條,采用氣劑301作助熔劑。氣焊紫銅時應采用中性焰。
2.止水銅帶手工電弧焊
采用紫銅焊條銅107,焊芯為紫銅(T2、T3)。焊前應清理焊接處邊緣。焊件厚度大于4毫米時,焊前必須預熱,預熱溫度一般在400~500左右。用銅107焊條焊接,電源應采用直流反接。 焊接時應當用短弧,焊條不宜作橫向擺動。焊條作往復的直線運動,可以改善焊縫的成形。長焊縫應采用逐步退焊法。焊接速度應盡量快些。多層焊時,必須徹底清除層間的熔渣。 焊接應在通風良好的場所進行,以防止銅中毒現象。焊后應用平頭錘敲擊焊縫,消除應力和改善焊縫質量。
3.手工氬弧焊
采用的焊絲有絲201(特制紫銅焊絲)和絲202,也采用紫銅絲,如T2。 焊前應對工件焊接邊緣和焊絲表面的氧化膜、油等臟物都必須清理干凈,避免產生氣孔、夾渣等缺陷。清理的方法有機械清理法和化學清理法。 對接接頭板厚小于3毫米時,不開坡口;板厚為3~10毫米時, 開V型坡口,坡口角度為60~70o; 板厚大于10毫米時,開X型坡口,坡口角度為60~70o;為避免未焊透,一般不留鈍邊。根據板厚和坡口尺寸,對接接頭的裝配間隙在0.5~1.5毫米范圍內選取。
銅止水手工氬弧焊,通常是采用直流正接,即鎢極接負極。為了消除氣孔,保證焊縫根部可靠的熔合和焊透,必須提高焊接速度,減少氬氣消耗量,并預熱焊件。板厚小于3毫米時,預熱溫度為150~300;板厚大于3毫米時,預熱溫度為350~500。預熱溫度不宜過高,否則使焊接接頭的機械性能降低。
還有紫銅的碳弧焊,碳弧焊使用的電極有碳精電極和石墨電極。紫銅碳弧焊所用的焊絲和氣焊時一樣,也可用母材剪條,可用氣焊紫銅的助熔劑,如氣劑301等。
二、紫銅在焊接時存在的主要問題
1.焊透性差,易變形
紫銅的導熱率在室溫時比低碳鋼約大8倍,在1000時要大10倍,使得焊接區不容易加熱到熔點,致使母材難以熔化,填充金屬和母材不能很好熔合,產生未焊透和未熔化現象。因此,焊接時要使用大功率熱源(火焰能率高),通常在焊接前還需采取預熱措施。另一方面,紫銅的線膨脹系數比低碳鋼要大50%以上,由液態轉變為固態時收縮率也較大,再加上銅的導熱能力好,使焊縫熱影響區寬,如果工件剛度不大,又無防變形措施,在焊件焊后就會產生嚴重的變形。
2.易氧化
焊接接頭機械性能低。銅在常溫下不容易氧化,但當溫度升高到300以上時,其氧化能力便很快增大。當溫度接近熔點時,其氧化能力最強,生成氧化亞銅(Cu2O)。在焊縫金屬結晶時,氧化亞銅和銅會形成低熔點共晶體(1064),分布在銅的晶界上,使焊接接頭力學性能大為降低,其強度可降低到只有母材的1/2~1/3。又由于銅是單相組織,沒有同素異構轉變,也沒有重結晶和細化晶粒的作用,因此,焊后焊縫金屬都是粗大的晶粒組織,所以也造成了焊后焊縫的機械性能一般低于基本金屬,尤其是接頭部分的塑性和韌性,降低更為明顯。
3.氣孔
氣孔是銅焊接時的一個主要問題。大量試驗研究和生產實踐表明,紫銅焊縫對氫氣孔的敏感性比低碳鋼焊縫要高得多。其原因是:一方面銅的導熱系數高,使得銅焊縫的結晶凝固過程特別快,因而在高溫時所溶解在焊縫中的氫不易上浮逸出,就在焊縫中形成氣孔;另一方面,試驗表明,銅在高溫時吸收氫量的能力比低碳鋼也大得多,這也是為什么銅對氫氣孔特別敏感的原因。
4.裂紋
紫銅在焊接時,在焊縫和近縫區內產生的裂紋,其中最常見的是熱裂紋。熱裂紋的傾向與兩個因素有關:一是焊縫中雜質的影響;一是焊接過程中所產生的應力。銅在高溫時易氧化成氧化亞銅,在凝固時,氧化亞銅不溶于固體銅中,因此析出的氧化亞銅與銅形成脆性的共晶體分布于晶界上,使銅變脆,易形成裂紋。此外,鉛(Pb)和鉍(Bi)也是銅的主要有害雜質,它們幾乎不溶于銅,在結晶時析出并與銅形成低熔點共晶體,即使在焊縫中含量很低也會形成裂紋。
紫銅止水片,其主要特點有:抗腐蝕能力強;強度高,能承受較大的變形;外觀輪廓清晰,無裂紋、壓折,凹坑。適用于各類高級水工建筑的基礎止水、壩身止水、壩頂止水、廊道止水,以及壩體內孔洞止水、廠房止水、溢流面下橫縫之水等,是防止疏漏最理想的產品。焊接止水銅片主要分為三種辦法如下:
氣焊:在氣焊的過程中可以采用有脫氧元素的焊絲和紫銅絲,并采用氣劑301作為助溶劑。同時,在氣焊的過程中,可以選擇性焰來焊接紫銅。
手工電弧焊接:這種焊接方式主要采用紫銅焊條107.在焊接前,要先對焊接邊緣進行清理,同時保證焊接器件大于4mm。另外,焊前必須提前預熱,并將預熱溫度控制在400-500度左右。而在銅焊條進行焊接時應盡可能使用短弧,采用直流反接的電源。
手工氬弧焊接:手工氬弧焊接采用的是有絲201或紫銅絲,通常采用的是直流正接。在焊接之前,需要對焊機邊緣和焊接表面的化學物質清理干凈,避免在焊接過程中產生氣孔、夾渣等缺陷。具體清理方法可以采用化學藥品清理法或者機械清理法。
紫銅止水焊接件要求無孔洞、斑點、砂眼、裂紋,且表面應光滑,無滲水、漏水現象。 在工廠加工的銅止水片一抽查為主,抽查數量不少于接頭總數的20%。而在現場焊接的接頭,應逐個進行外觀和滲透檢查。
一、止水銅片焊接的方法1.氣焊
將銅止水接頭對接,搭接接頭和丁字接頭盡量少采用。氣焊可采用兩種焊絲,一種是含有脫氧元素的焊絲,如絲201、202;另一種是一般的紫銅絲和母材的切條,采用氣劑301作助熔劑。氣焊紫銅時應采用中性焰。
2.止水銅帶手工電弧焊
采用紫銅焊條銅107,焊芯為紫銅(T2、T3)。焊前應清理焊接處邊緣。焊件厚度大于4毫米時,焊前必須預熱,預熱溫度一般在400~500左右。用銅107焊條焊接,電源應采用直流反接。 焊接時應當用短弧,焊條不宜作橫向擺動。焊條作往復的直線運動,可以改善焊縫的成形。長焊縫應采用逐步退焊法。焊接速度應盡量快些。多層焊時,必須徹底清除層間的熔渣。 焊接應在通風良好的場所進行,以防止銅中毒現象。焊后應用平頭錘敲擊焊縫,消除應力和改善焊縫質量。
3.手工氬弧焊
采用的焊絲有絲201(特制紫銅焊絲)和絲202,也采用紫銅絲,如T2。 焊前應對工件焊接邊緣和焊絲表面的氧化膜、油等臟物都必須清理干凈,避免產生氣孔、夾渣等缺陷。清理的方法有機械清理法和化學清理法。 對接接頭板厚小于3毫米時,不開坡口;板厚為3~10毫米時, 開V型坡口,坡口角度為60~70o; 板厚大于10毫米時,開X型坡口,坡口角度為60~70o;為避免未焊透,一般不留鈍邊。根據板厚和坡口尺寸,對接接頭的裝配間隙在0.5~1.5毫米范圍內選取。
銅止水手工氬弧焊,通常是采用直流正接,即鎢極接負極。為了消除氣孔,保證焊縫根部可靠的熔合和焊透,必須提高焊接速度,減少氬氣消耗量,并預熱焊件。板厚小于3毫米時,預熱溫度為150~300;板厚大于3毫米時,預熱溫度為350~500。預熱溫度不宜過高,否則使焊接接頭的機械性能降低。
還有紫銅的碳弧焊,碳弧焊使用的電極有碳精電極和石墨電極。紫銅碳弧焊所用的焊絲和氣焊時一樣,也可用母材剪條,可用氣焊紫銅的助熔劑,如氣劑301等。
二、紫銅在焊接時存在的主要問題
1.焊透性差,易變形
紫銅的導熱率在室溫時比低碳鋼約大8倍,在1000時要大10倍,使得焊接區不容易加熱到熔點,致使母材難以熔化,填充金屬和母材不能很好熔合,產生未焊透和未熔化現象。因此,焊接時要使用大功率熱源(火焰能率高),通常在焊接前還需采取預熱措施。另一方面,紫銅的線膨脹系數比低碳鋼要大50%以上,由液態轉變為固態時收縮率也較大,再加上銅的導熱能力好,使焊縫熱影響區寬,如果工件剛度不大,又無防變形措施,在焊件焊后就會產生嚴重的變形。
2.易氧化
焊接接頭機械性能低。銅在常溫下不容易氧化,但當溫度升高到300以上時,其氧化能力便很快增大。當溫度接近熔點時,其氧化能力最強,生成氧化亞銅(Cu2O)。在焊縫金屬結晶時,氧化亞銅和銅會形成低熔點共晶體(1064),分布在銅的晶界上,使焊接接頭力學性能大為降低,其強度可降低到只有母材的1/2~1/3。又由于銅是單相組織,沒有同素異構轉變,也沒有重結晶和細化晶粒的作用,因此,焊后焊縫金屬都是粗大的晶粒組織,所以也造成了焊后焊縫的機械性能一般低于基本金屬,尤其是接頭部分的塑性和韌性,降低更為明顯。
3.氣孔
氣孔是銅焊接時的一個主要問題。大量試驗研究和生產實踐表明,紫銅焊縫對氫氣孔的敏感性比低碳鋼焊縫要高得多。其原因是:一方面銅的導熱系數高,使得銅焊縫的結晶凝固過程特別快,因而在高溫時所溶解在焊縫中的氫不易上浮逸出,就在焊縫中形成氣孔;另一方面,試驗表明,銅在高溫時吸收氫量的能力比低碳鋼也大得多,這也是為什么銅對氫氣孔特別敏感的原因。
4.裂紋
紫銅在焊接時,在焊縫和近縫區內產生的裂紋,其中最常見的是熱裂紋。熱裂紋的傾向與兩個因素有關:一是焊縫中雜質的影響;一是焊接過程中所產生的應力。銅在高溫時易氧化成氧化亞銅,在凝固時,氧化亞銅不溶于固體銅中,因此析出的氧化亞銅與銅形成脆性的共晶體分布于晶界上,使銅變脆,易形成裂紋。此外,鉛(Pb)和鉍(Bi)也是銅的主要有害雜質,它們幾乎不溶于銅,在結晶時析出并與銅形成低熔點共晶體,即使在焊縫中含量很低也會形成裂紋。
上一篇:紫銅止水焊接質量檢驗方法
下一篇:止水銅片的焊接方法及焊接時存在的主要問題